今回はロール曲げ加工では一般的な円筒曲げ加工をMR-Sに付属する支援機能を使って行う方法を解説いたします。
板材を丸めて円筒形に仕上げる「円筒成型」は、タンクや配管部品など幅広い製品に用いられる基本的なロール加工のひとつです。本記事では、4本ロール曲げ機を使った円筒成型の手順を、「端曲げ」と「成型・仕上げ」の2フェーズに分けて解説します。
4本ロール曲げ機の基本構成
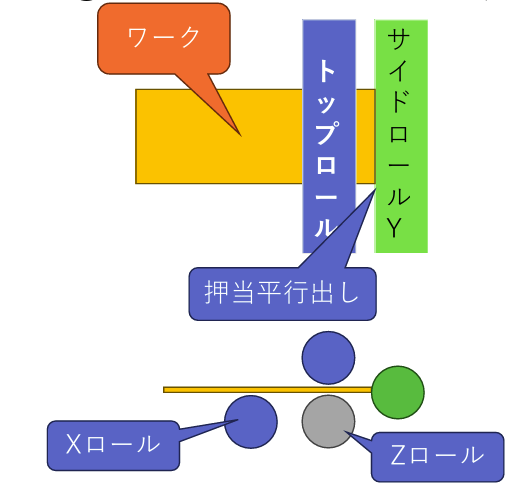
4本ロール曲げ機には、トップロール(上部固定)・サイドロールY(右側)・サイドロールX(左側)・Zロールの4本のロールがあります。円筒成型(本動画解説)では主にZ軸とX軸で端部の曲げを作り、Y軸ロールで全体の成型送りを行う、という役割分担になります。
円筒曲げ工程(手動)
ワークのセット
- Z軸ロールをワーク板厚+0.5mm程度の位置へ平行に下げて待機させます。
- X軸ロールをZ軸ロールと同じ高さに合わせます。
- Y軸ロールをワークが腹に平行に当たる位置にセットします。
ワーク挿入と初期加圧
- ワークをロール間に挿入し、Y軸ロールの腹に平行に当たることを確認しながら手で軽く押さえておきます。
- Z軸ロールを上げて加圧クランプします。
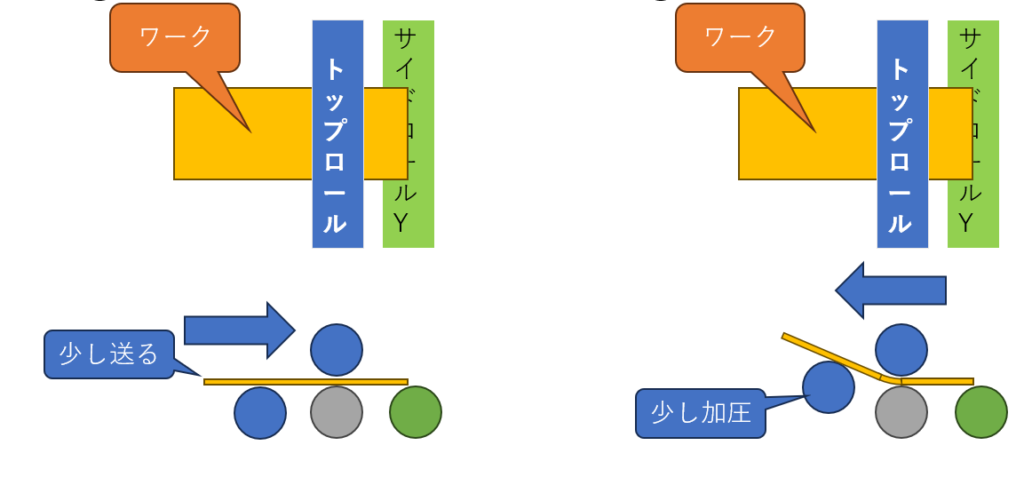
端曲げ工程1
ここが最も重要な工程です。一気にサイドロールを加圧すると「折れ」てしまうため、「特に曲げはじめは少し加圧してはわずかに送る」のが基本動作です。
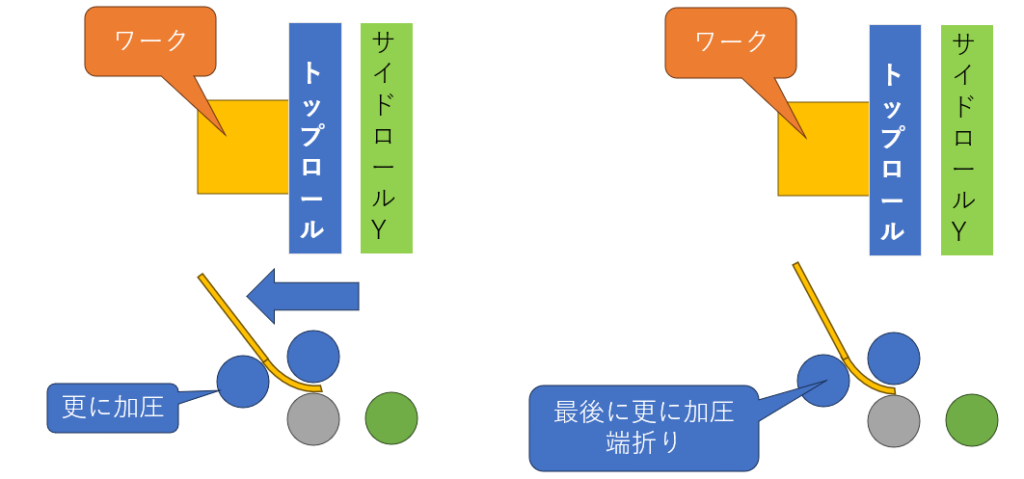
端曲げ工程2
追い込みと端折り
- X軸ロールをさらに加圧しながら、X軸側へ回転送りします。
- トップロールの中心までワーク端が来たところで、曲率をゲージで確認します。 曲りが浅い場合は工程1~2を繰り返します。
- 端の曲がりが浅い場合、端折りを行います。端部をもう一段強く加圧することで、仕上がりに出やすい「太鼓状(端部中央がふくらむ変形)」も軽減できます。
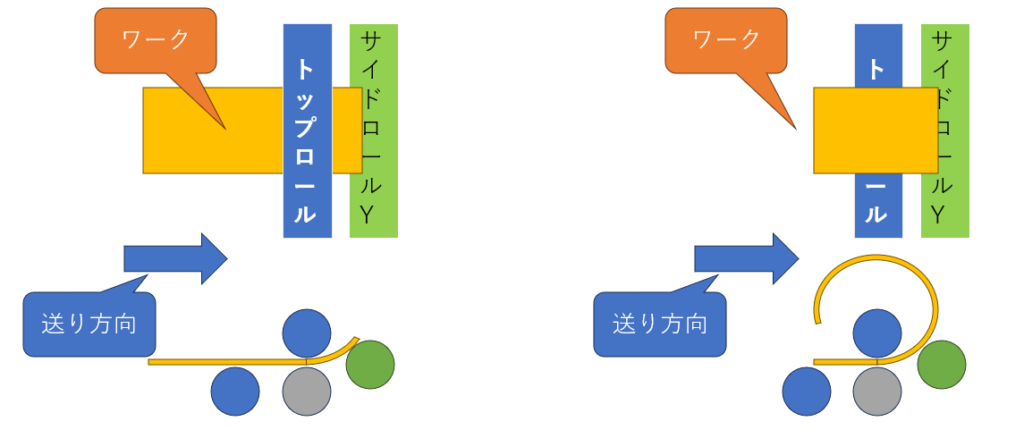
成形曲げ工程1
端曲げが完成したら、いよいよ全体を円筒形に成型する工程に移ります。
成型送り
- Y軸ロールを加圧し、Y軸側へロール送りします。
Y軸加圧量のポイント 通常は端曲げ時のX軸加圧量と同じ量を目安にします。ただし端曲げを複数回繰り返した場合は、成型時のY軸加圧をX軸端曲げ時よりやや緩めにしてください。
- Y軸ロールを加圧した状態のまま、ワークを反対側の端まで送り続けます。
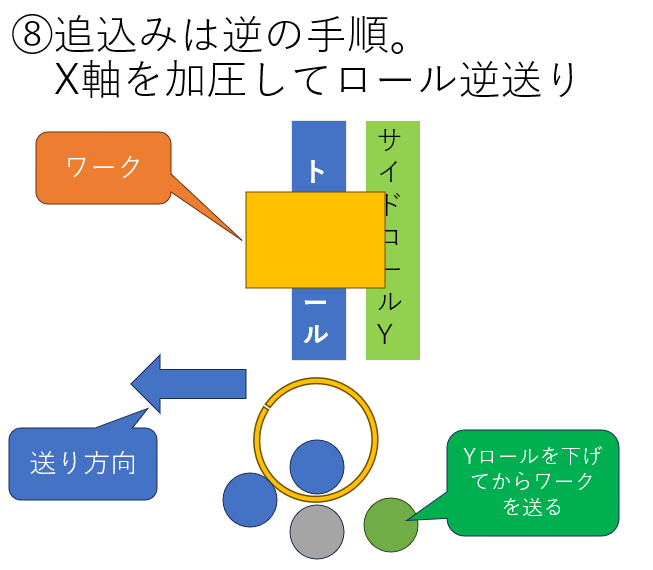
完成~追い込み
さらに追い込みをかけたい場合は以下の手順で行います
追い込み(仕上げ送り)
- 反対側の端まで送ったら、今度はX軸を加圧してロールを逆方向に送ります(追い込み)。 このとき、Yロールを一度下げてからワークを逆送りするのが正しい手順です。
成型→追い込みを繰り返し、ゲージや目視で狙いの曲率が出ていることを確認します。
完成・ワーク取り出し
- 希望の円筒形が出来上がったら、ロールを開放してワークを取り出して完成です。
知っておきたいポイント・注意事項
最小曲げ径の制約 この手順では狙いの曲げ径を出しやすい反面、加工できる最小曲げ径はトップロール径の約1.5倍となります。それより小さい径が必要な場合は別の加工方法を検討してください。
90〜95%の完成度で次工程へ 両端をぴったり合わせようとすると、時間と技術力が大幅に必要になります。生産性の観点から、溶接などの次工程に移るタイミングは「90〜95%の完成度」を目安にすることをおすすめします。
この手順はあくまで一例。 円筒曲げの加工法は何通りもあります。本記事の手順は参考例のひとつとして活用してください。
まとめ
4本ロール曲げ機での円筒成型は、「端曲げで片端に曲りをしっかりつける → Y軸成型送りで全体を丸める → 追い込みで仕上げる」という流れが基本です。
特に端曲げ時の「少し加圧・少し送り」の繰り返しと、端折りによる太鼓状防止が品質を左右する重要ポイントです。ぜひ参考にしてみてください。